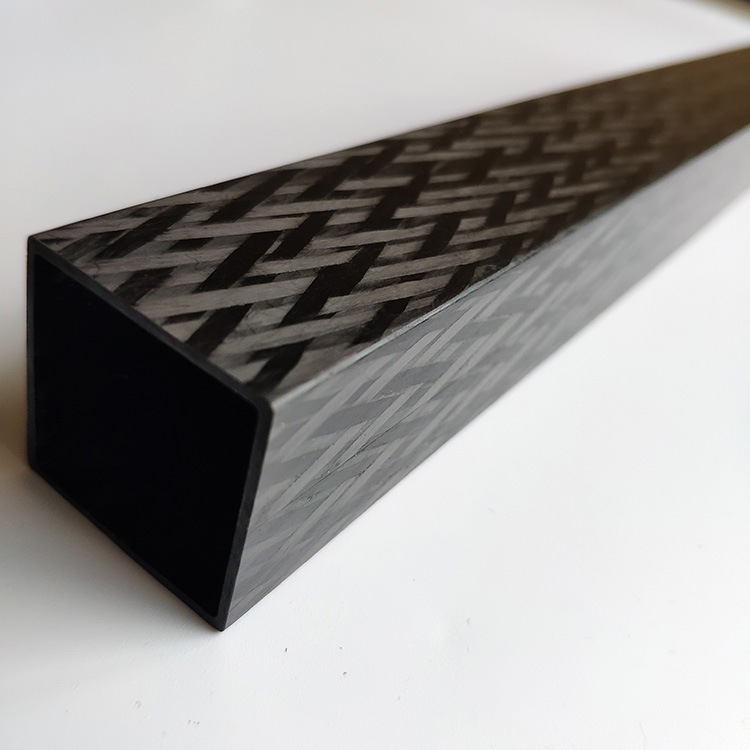
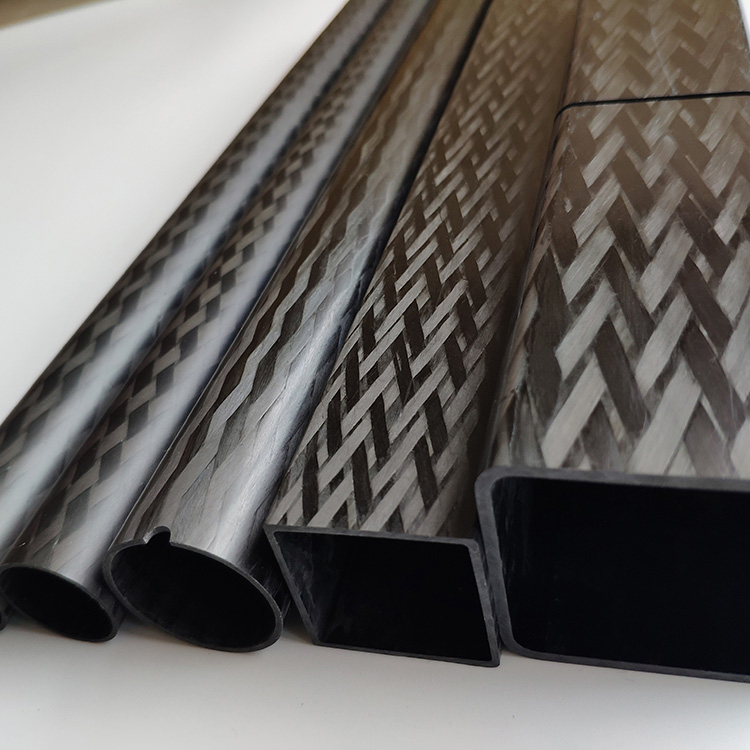
У поређењу са металним и пластичним цевима,вучне угљеничне цевиИмају многа одлична својства као што су висока чврстоћа, мала тежина, спречавање рђе, отпорност на корозију, низак коефицијент термичког ширења и издржљивост). Главни производни процес пулвинд угљеничних цеви укључује омотавање ролном, компресионо обликовање, пултрузију и вучно намотавање. Представили смо процес ролн-омотане цеви од угљеничних влакана, овде говоримо о томе како направити намотану цев од угљеничних влакана.
Цев од угљеничних влакана за намотавање се прави намотавањем угљеничних влакана на трн по принципу мокрог намотавања. Да би се стабилизовао положај угљеничних влакана и побољшала њихова уједначеност, потребно је да се угљенична влакна распореде према правилима намотавања. Правила се могу поделити на спирално намотавање, кружно намотавање и уздужно намотавање. То је важан предуслов за обезбеђивање квалитета производа од угљеничних влакана.
1. Спирално намотавање
Ужади од угљеничних влакана почињу да се намотавају док се трн окреће и на крају се враћају у своју првобитну почетну тачку. На овај начин угљенична влакна углавном одржавају аксијални притисак.
2. Кружно намотавање
Трн се окреће константном брзином око своје осе, а нити од угљеничних влакана крећу се дуж правца нормалног на осу. Дуж пута, угљенична влакна углавном одржавају ободни притисак.
3. Уздужно намотавање
Жица од угљеничних влакана се покреће једном, трн се окреће под малим углом.

Завршите процес
1. Припрема сировина (угљенична влакна и трнови).
2. Очистите површину трна и повежите алат за вађење калупа и трн.
3. Процес намотавања: правила намотавања могу бити једносмерна или комбинована, а број слојева намотавања се мења према захтевима купца.
4. Растављање калупа и добијање цеви од угљеничних влакана.
5. Преглед производа: квадратне и округле цеви од угљеничних влакана за намотавање морају бити подвргнуте испитивању притиска, према захтевима купца.
Време објаве: 26. август 2019.