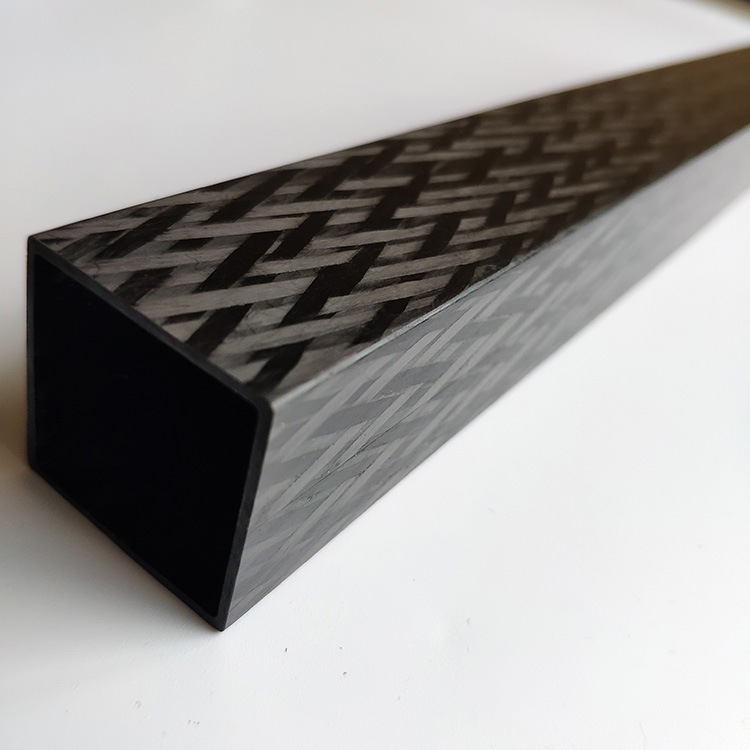
Võrreldes metall- ja plasttorudega,tõmbekerimisega süsiniktorudneil on palju suurepäraseid omadusi, nagu suur tugevus, kerge kaal, roostekaitse, korrosioonikindlus, madal soojuspaisumistegur ja vastupidavus). Pullwind süsiniktorude peamine tootmisprotsess hõlmab rullmähistamist, survevormimist, pultrusiooni ja tõmbemähkimist. Oleme tutvustanud rullmähise süsinikkiust torude protsessi, siin räägime sellest, kuidas valmistada mähitud süsinikkiust toru.
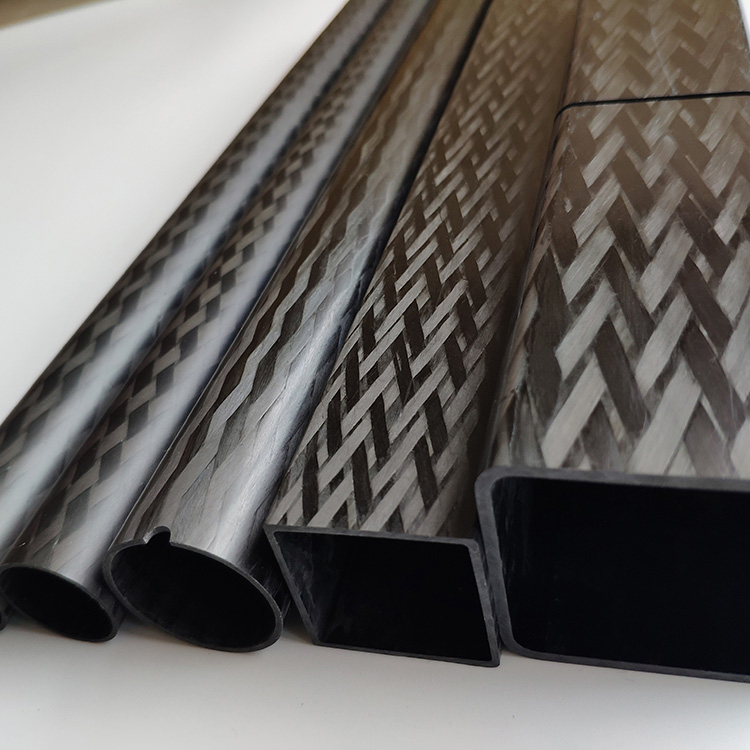
Tõmbemähisega süsinikkiust toru valmistatakse süsinikkiu kerimise teel märgmähise põhimõttel mandrelile. Süsinikkiu asendi stabiliseerimiseks ja selle ühtluse parandamiseks tuleb süsinikkiud paigutada vastavalt mähisereeglitele. Need reeglid võib jagada spiraalmähiseks, ümbermõõduliseks ja pikisuunaliseks mähiseks. See on oluline eeltingimus süsinikkiust mähisetoodete kvaliteedi tagamiseks.
1. Spiraalmähis
Süsinikkiust köied hakkavad keerduma, kui mandrel pöörleb, ja naasevad lõpuks oma algasendisse. Sel viisil hoiab süsinikkiud peamiselt aksiaalset survet.
2. Ümberringmähis
Mandrel pöörleb konstantse kiirusega ümber oma telje ja süsinikkiust takud liiguvad teljega risti olevas suunas. Selle käigus talub süsinikkiud peamiselt ümbermõõdulist survet.
3. Pikisuunaline mähis
Süsinikkiust traat jookseb 1 korra, mandrel pöörleb väikese nurga all.

Täielik protsess
1. Toorainete (süsinikkiud ja mandrelid) ettevalmistamine.
2. Puhastage vormi pind ja ühendage vormimisriist vormiga.
3. Kerimisprotsess: kerimisreeglid võivad olla ühesuunalised või kombineeritud ning kerimiskihtide arvu muudetakse vastavalt kliendi vajadustele.
4. Süsinikkiust toru vormist väljavõtmine ja saamine.
5. Tootekontroll: ruudukujulised ja ümmargused tõmbekerega süsinikkiust torud peavad läbima rõhutesti vastavalt kliendi nõudmistele.
Postituse aeg: 26. august 2019