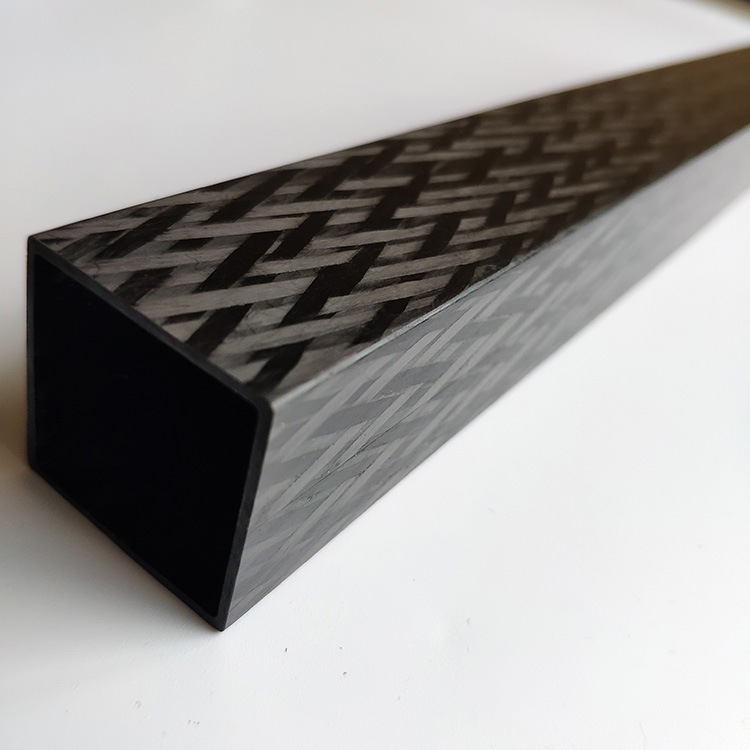
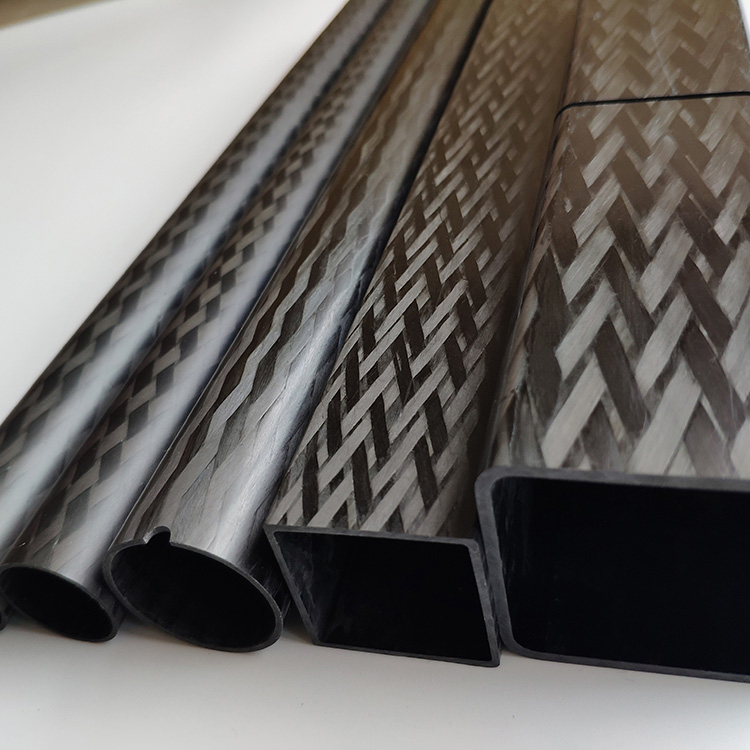
ლითონის და პლასტმასის მილებთან შედარებით,მოძრავი ნახშირბადის მილები(მათ აქვთ მრავალი შესანიშნავი თვისება, როგორიცაა მაღალი სიმტკიცე, მსუბუქი წონა, ჟანგისგან დაცვა, კოროზიისადმი მდგრადობა, დაბალი თერმული გაფართოების კოეფიციენტი და გამძლეობა). ქარსაფარი ნახშირბადის მილის წარმოების ძირითადი პროცესი მოიცავს რულონურად შეფუთვას, შეკუმშვის ჩამოსხმას, პულტრუზიას და ქარსაფარი ხუნდებით. ჩვენ წარმოგიდგინეთ რულონურად შეფუთული ნახშირბადის ბოჭკოვანი მილის პროცესი, აქ ჩვენ ვსაუბრობთ იმაზე, თუ როგორ უნდა დამზადდეს ქარსაფარი ნახშირბადის ბოჭკოვანი მილები.
ნახშირბადის ბოჭკოვანი მილი მზადდება ნახშირბადის ბოჭკოს ლილვზე სველი ხვევის პრინციპით დახვევით. ნახშირბადის ბოჭკოს პოზიციის სტაბილიზაციისა და მისი ერთგვაროვნების გასაუმჯობესებლად, ნახშირბადის ბოჭკო უნდა განლაგდეს ხვევის წესების შესაბამისად. წესები შეიძლება დაიყოს სპირალურ ხვევად, წრიული ხვევად და გრძივ ხვევად. ეს ნახშირბადის ბოჭკოვანი ხვევის პროდუქციის ხარისხის უზრუნველყოფის მნიშვნელოვანი წინაპირობაა.
1. სპირალური გრაგნილი
ნახშირბადის ბოჭკოვანი ბუქსირები მანდრელის ბრუნვისას იწყებენ დახვევას და ბოლოს უბრუნდებიან საწყის წერტილს. ამ გზით ნახშირბადის ბოჭკო ძირითადად ინარჩუნებს ღერძულ წნევას.
2. წრიული გრაგნილი
ლილვი საკუთარი ღერძის გარშემო მუდმივი სიჩქარით ბრუნავს, ხოლო ნახშირბადის ბოჭკოვანი ბუქსირები ღერძის პერპენდიკულარული მიმართულებით მოძრაობენ. გზად, ნახშირბადის ბოჭკო ძირითადად ინარჩუნებს წრეწირის წნევას.
3. გრძივი გრაგნილი
ნახშირბადის ბოჭკოვანი მავთული 1-ჯერ ირთვება, მანდრელი პატარა კუთხით ბრუნავს.

პროცესის დასრულება
1. ნედლეულის მომზადება (ნახშირბადის ბოჭკო და მანდრები).
2. მანდრელის ზედაპირის გაწმენდა და ჩამოსხმის ხელსაწყოსა და მანდრელის შეერთება.
3. დახვევის პროცესი: დახვევის წესები შეიძლება იყოს ერთჯერადი ან კომბინირებული, ხოლო დახვევის ფენების რაოდენობა იცვლება მომხმარებლის მოთხოვნების შესაბამისად.
4. ნახშირბადის ბოჭკოვანი მილის დეფორმაცია და მიღება.
5. პროდუქტის შემოწმება: კვადრატული და მრგვალი, დასახვევი ნახშირბადის ბოჭკოვანი მილები უნდა გაიარონ წნევის ტესტირება მომხმარებლის მოთხოვნის შესაბამისად.
გამოქვეყნების დრო: 26 აგვისტო-2019